KEY FEATURES:
- lower water and chemical consumption and time loss of the ozonation process than conventional wet processes.
- No need to store chemicals compared to the other conventional methods.
- No dangerous waste because of the decomposition of ozone into oxygen.
- No halogenated organic compounds (AOX) in wastewater.
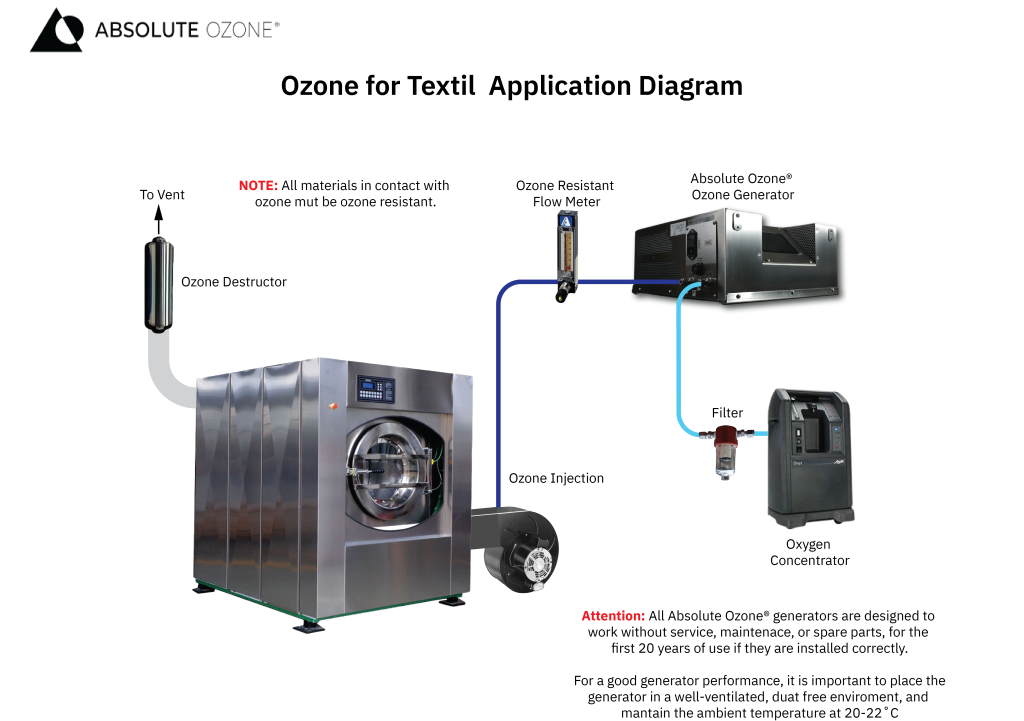
Ozone in the Textile Industry
Various wet and dry processing techniques are utilized to achieve the desired effects on textiles. The methods include pumice stone, enzyme, bleaching, and mixed washing consuming large amounts of water and energy. For example, the production of jeans consumes approximately 350 million m3 of water annually. Also, the textile industry generates a large amount of wastewater and solid waste. Therefore, chemical-free and dry-bleaching technologies like ozonation are the best economic and environmental solutions. Ozone is gaining prominence in the textile industry due to their numerous advantages.
Ozone treatment is a chemical-free and environmentally friendly solution that has proven highly effective in textile dyeing and finishing. It is a simple and “green” process that does not require steam or water, significantly reducing process time, energy consumption, water usage, and the amount of wastewater generated. The use of ozone gas in dyeing and finishing processes offers several benefits due to their high oxidation potential, including enhanced colour removal and oxidation of dyes.
In addition, with advancements in ozone generator technology is possible precisely control ozone concentration and production, ensuring efficient and effective treatment.
In addition to its effectiveness in denim washing, ozonization applies to wastewater treatment. In the textile dyeing and finishing industry, wastewater treatment is a critical concern due to the large volumes of water used. The introduction of ozone has revolutionized textile wastewater treatment, offering both economic and environmental benefits. Ozone’s oxidizing solid properties make it highly effective in degrading and removing organic pollutants in textile wastewater.
Advantages of Ozone
- Environmental sustainability: Ozone offers an eco-friendly alternative to traditional wet processes, reducing water and chemical consumption and eliminating hazardous waste. It decomposes into oxygen, leaving no harmful residues.
- Energy efficiency: Ozone requires less energy than conventional methods, contributing to overall energy savings in textile production.
- Colour removal and oxidation: Ozone’s high oxidation potential effectively decomposes indigo and other dyes, leading to enhanced colour removal and oxidation of contaminants in textile processes.
- Versatility: Ozone is not limited to denim washing and can be applied to a wide range of textile applications, improving dyeability and achieving various fading effects.
- Process control: Ozone dosage can be precisely controlled, ensuring consistent and optimal treatment results.
- Reduced water usage: Ozone significantly reduces water consumption in textile processes, addressing the industry’s water-intensive nature.
Using ozone provides economic and environmental benefits. With its ability to improve efficiency, reduce environmental impact, and enhance overall sustainability, ozone treatment is becoming increasingly relevant in textile dyeing and finishing processes.